Extruder Single Screw Design: Different Types
Date:2022-10-25 Author:hcscrew
What are the different types of extrusion single screws? Among the most important parts of the plastic extruder, the single screw plays a key role in plasticizing, melting, and transporting raw materials. There are a variety of screws, even though their roles are not affected by their types. HUACHEN Screw, one of the outstanding screw barrel manufacturer in China, will share with you the different types of extrusion single screws.
1. Common Feed Screw
A common feed screw can be divided into three sections: the feeding section, the melting section, and the mixing section. Each section is independent of the other and doesn’t overlap, and they have an L/D ratio of 1. It transports solids, melts, transports melts, and mixes raw materials.
The screw is usually divided into three sections based on the three physical states of plastic in the extruder process. These are known as the feeding section (L1), the melting section (L2), and the mixing section (L3). This is known as the conventional screw, also referred to as the three-stage screw.
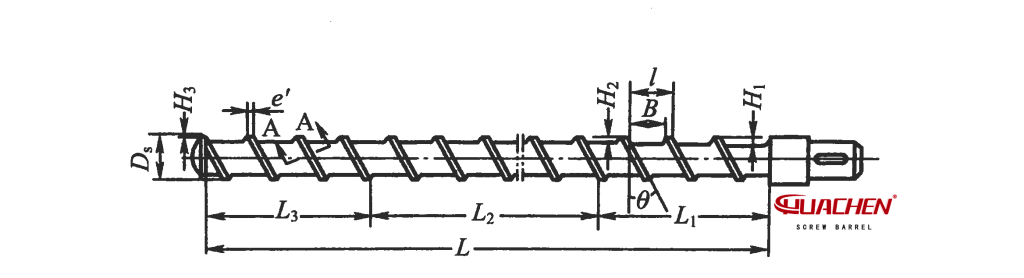
1.1 Feeding Section (Conveying Section) L1
During the feeding, solid conveying, and transition hysteresis areas of the section, the material gets molten. In this section, the plastic is solid but becomes soft by the end. There’s an equidistant spiral groove in the feeding section, and it’s quite deep. The feeding section heats, pressurizes, and moves plastic from the hopper into the barrel for plasticizing.
1.2 Melting Section (Compression Section) L2
The melting section, also known as the plasticizing section, transitions the plastic from solid to molten. The screw groove here is compressed unevenly, from shallow to deep. During the compression phase, the material melts, plasticizes, compacts, and moves forward while also venting.
1.3 Mixing Section (Metering Section) L3
The mixing section, or metering section, ensures the melt flows uniformly at a fixed temperature, volume, and pressure. This is achieved with a screw groove that is evenly spaced and shallow. Depending on the material characteristics, the screw feeding, compression, and mixing sections are of different lengths.
2. Variable Depth Isometric Screw
2.1 Isometric Progressive Screw
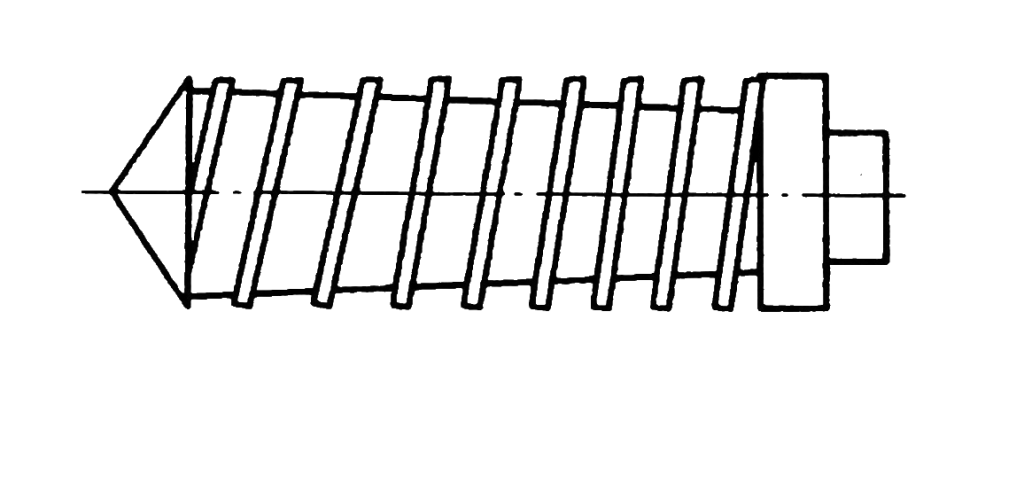
A progressive screw can be divided into two types: one where the groove becomes gradually shallower from the feeding section to the mixing section, and another with deep grooves in both sections. This design provides better heat transfer and control but has less effective mixing characteristics. It is mainly used for processing non-crystalline and heat-sensitive plastics like PVC, PS, ABS, PMMA, and PC.
2.2 Isometric Mutation Screw
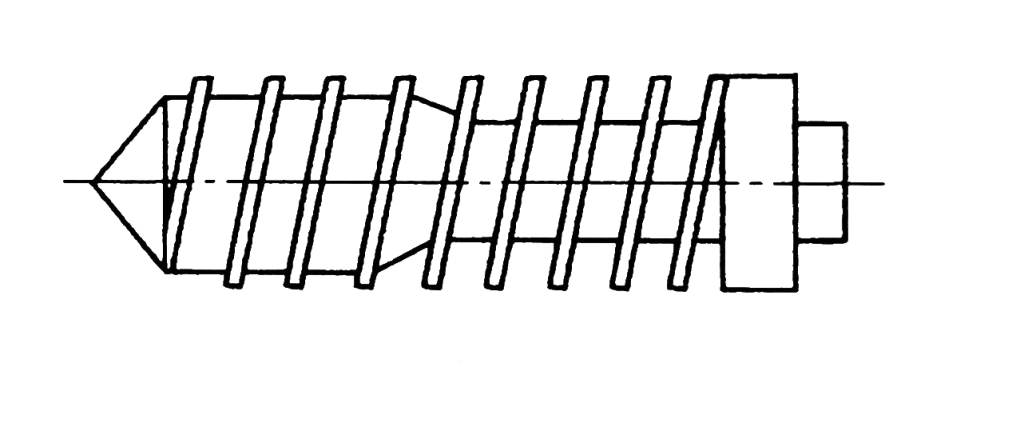
The mutation screw
The mutation screw features a short transition from deep grooves in the feeding section to shallow grooves in the mixing section, creating a shorter compression section. It is suitable for crystalline plastics with low viscosity and clear melting points, such as PA, PP, and POM. It is also used for high viscosity plastics like PVC, PC, and ABS, although local overheating can be an issue.
3. Barrier Screw

3.1 BM Screw
The most common type of barrier screw, the BM Screw, adds an auxiliary thread to the single-threaded screw, separating the melt pool from the solid zone. This design expands the melt pool zone gradually until the entire screw groove is a melt pool zone. The auxiliary threads guide the molten plastic into the melt pool, exposing solid plastic to the barrel wall for faster melting.
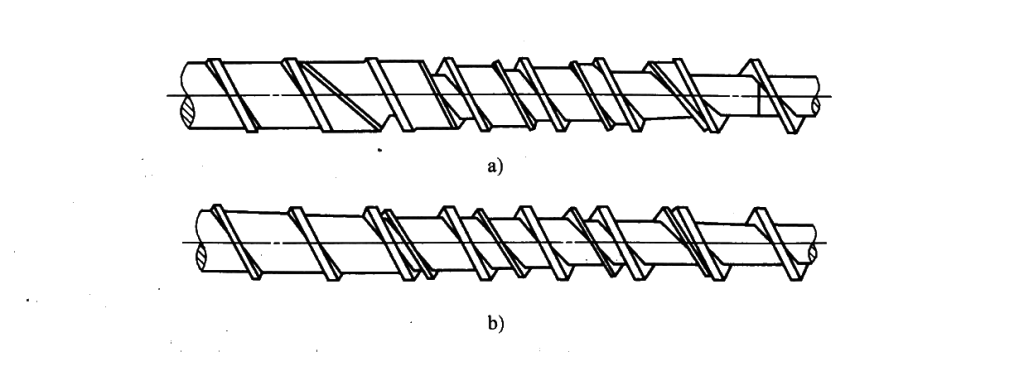
3.2 Barr Screw
A Barr screw is a modified BM screw with an equidistant auxiliary thread that gradually deepens until it meets the mixing section. It has a narrow melt pool, making it suitable for small diameter screws.

3.3 Melt Channel Screw
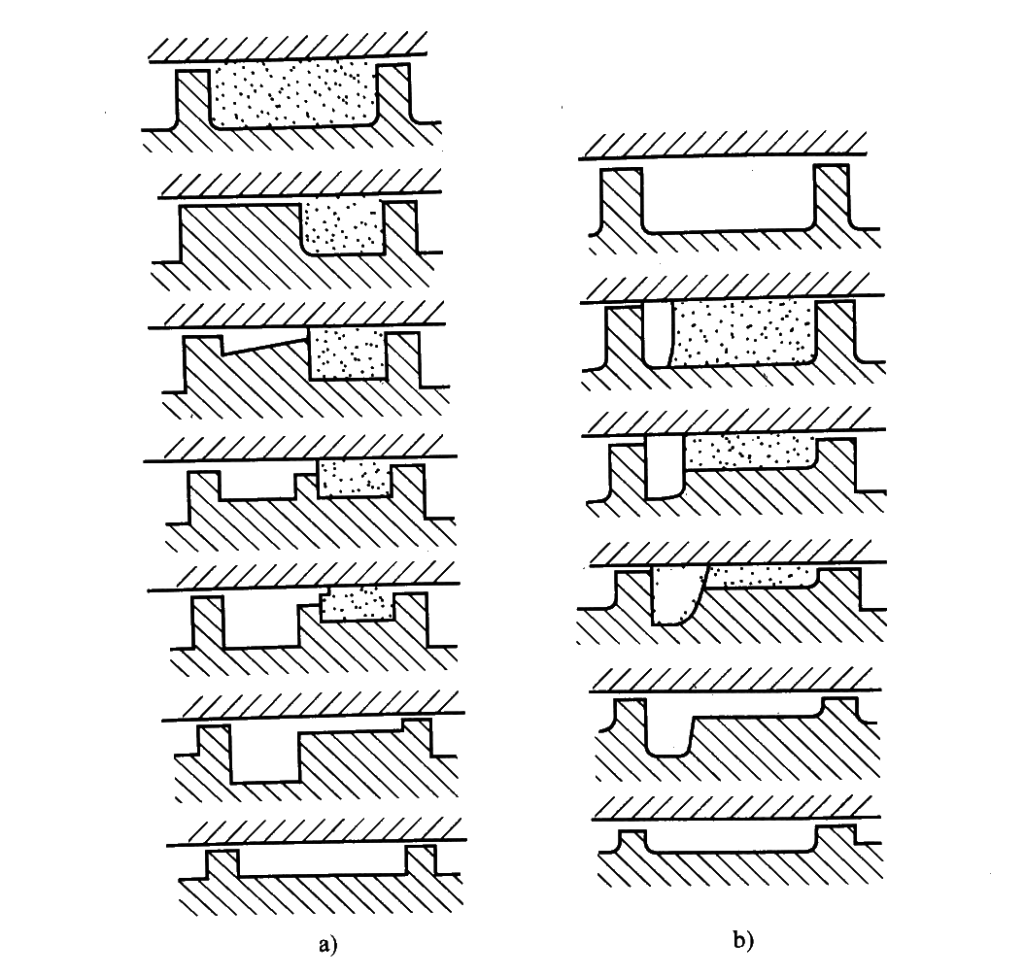
Melt channel screws feature a constant width melt channel that gets deeper as the plastic melts, extending to the mixing section. This design is highly efficient for low-temperature extrusion and eliminates secondary threads for easier extrusion.
4. Maddock Screw or Screw with Mixing Element
Maddock screws include a blocking section to increase yield and improve plasticization quality by adding an additional screw flight in the compression section. They are widely used due to their effectiveness in enhancing mixing uniformity.

5. Split Flow Screw
Split flow screws feature protrusions, grooves, and holes that change the material flow, enhancing melting and mixing conditions. Pin screws, a type of split flow screw, have pins set in the compression section to improve melt plasticization.

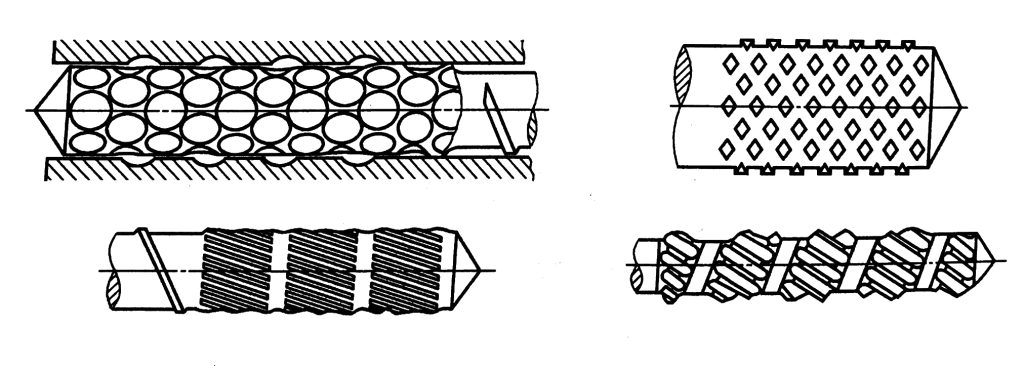
6. Screw with Mixer Head (The Pineapple)
Modern screw heads come in various shapes, designed to maximize mixing by stirring molten plastic. More complex screw designs generally offer better performance.
As a screw and barrel manufacturer, we suggest that a single screw design for an extruder is not necessarily the latest and most complex. It’s best to be actually applicable.
Feel free to contact HUACHEN Screw for a quote. Make your production better by optimizing and choosing the right type of extruder single screw design!
About HUACHEN Screw
Since 1993, HUACHEN Screw has been a leading screw barrel manufacturer in Zhoushan Jintang. We specialize in designing and processing twin screw barrels and high-speed extruder screw barrels, offering a wide range of services, including design, modification, and customization. We have successfully exported and supplied screw barrels to customers worldwide.
For more information on optimizing your extruder single screw design, contact HUACHEN Screw.
You May Also Like
 | Single Screw Extrusion Screw Barrels Manufacturer ↗ Single Screw Extrusion Screw Barrels Manufacturer: Get the latest and competitive prices on single screw replacements from a professional manufacturer. |
 | Barrier Screw ↗ Learn about barrier screw design, application, and advantages. Find more optimized barrier BM screws at HUACHEN manufacturer. |
Tags
HUACHEN Screw Recent Post
- High-performance PVC Screw Barrel for Efficient Extrusion
- Durable Conical Twin Screw Barrel for Precision PVC Pipe Production
- High-Speed Screw Barrel for Increased Extrusion Efficiency
- Super Wear-Resistant Bimetallic Alloy Coating Screw Barrel for High Output Extruders
- High-Precision Parallel Twin Screw Barrel for Extrusion Excellence
- Top Quality Single Screw Barrels for Plastic Extrusion Applications
- High-quality Extruder Screw Barrel for Reliable Performance
- Efficient Plastic Extrusion Screw Barrel for Superior Output
Tag Cloud
conical twin screw barrel extruder screw barrel extrusion screw barrel Foam sheet processing high speed screw barrel HUACHEN SCREW news injection screw barrel parallel twin screw barrel pa screw barrel pe making formula pe screw barrel plastic fiber processing plastic fibre screw barrel Plastic film making screw barrel plastic pipe processing Plastic profile processing Plastic raw material knowledge pp screw barrel PVC making formula pvc screw barrel related parts for screw barrel screw barrel engineering work screw barrel knowledge single screw barrel twin screw barrel
;


