HUACHEN Screw SKD Technology For Screw Barrel
Date:2022-2-24 Author:hcscrew
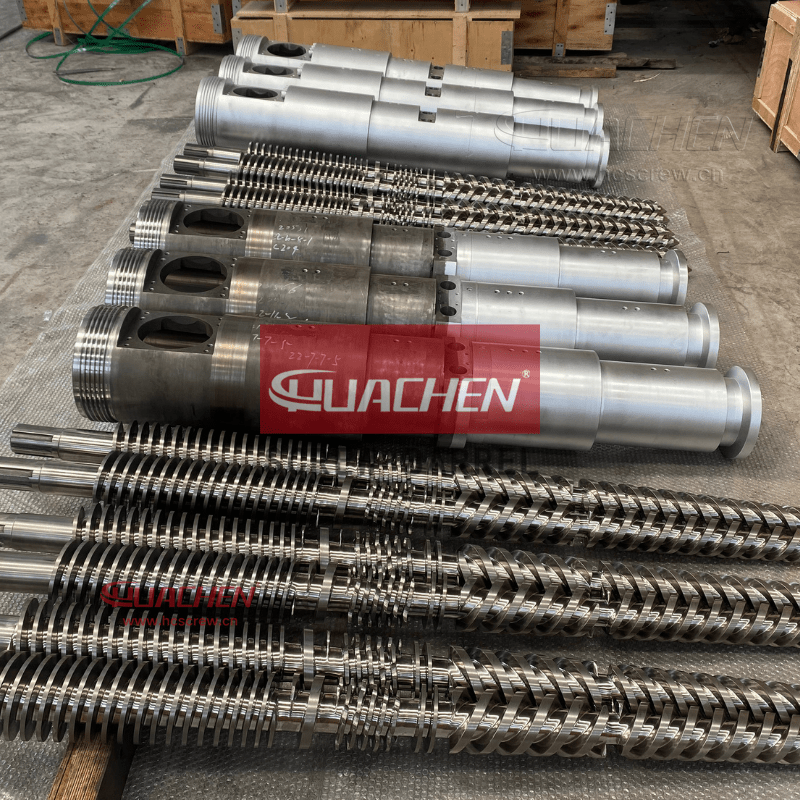
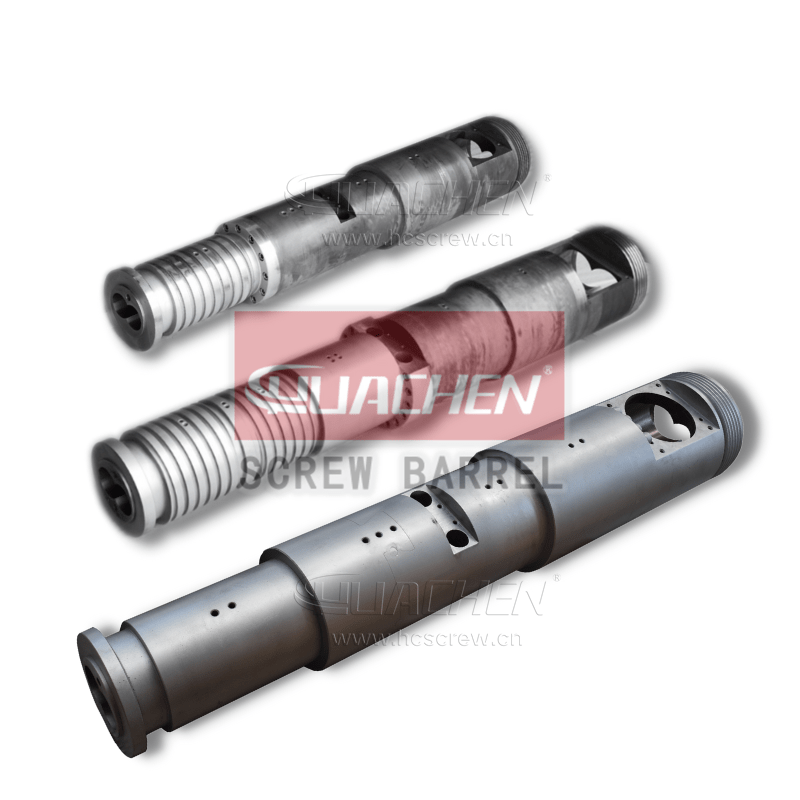
HUACHEN Screw’s SKD screw barrel technology involves inlaying a special bushing made of SKD11 material into a conical barrel bore after rough machining. For PVC products extruded with parallel or conical twin screws, the SKD inlay bushing barrel improves wear resistance. SKD barrels look like they’re assembled in sections, and the bushings are embedded inside the barrel’s head.
In 2012, with the rapid growth of the PVC market in China, the market for conical twin screw extrusion for PVC products also grew fast. Within a short period of time, users of PVC conical twin extruders discovered that the high filled PVC material caused conical twin screw barrels to be extremely costly. In addition, screw barrels applied to PVC materials with high fill levels had a short service life, and they had to be replaced every 3 to 6 months. This increased the cost of production of PVC products.
At that time, PVC products were mainly processed using a bimetallic screw and a bimetallic barrel. Based on bimetallic alloy screw barrel, HUACHEN Screw developed SKD bushing inlay technology for conical twin screw barrels in 2012.

1. What is SKD?
HUACHEN Screw uses SKD11 material. This is the Japanese JIS standard, the material standards are JIS G4404:2000. Hitachi SKD11 and SLD-MAGIC are well-known and expensive.
It’s a high-wear, high-chromium alloy, vacuum degassing refined steel with excellent wear resistance. The SKD11 steel is pure, heat-treated, with high hardness, good dimensional stability, and strong hardenability.
Different SKD11 tool steel grades
| Countries and regions | Standards | Steel grades |
|---|---|---|
| China | GB | Cr12MoV |
| Chinese Taiwan | CNS | SKD11 |
| German | DIN | x165CrM0v12 |
| Japan | JIS | SKD11 |
| South Korea | KS | STD11 |
| Russia | ROCT | x12M |
| Italy | UN1 | x165CrM0W12KU |
| Sweden | SS | 2310 |
| Spain | UNE | X160CrM0V12 |
| USA | AISI/SAE | D3 |
SKD11 tool steel composition
| C | Si | Mn | Cr | Mo | V | P | S |
|---|---|---|---|---|---|---|---|
| 1.40-1.60 | 0.40max | 0.60max | 11.00-13.00 | 0.80-1.20 | 0.2-0.5 | 0.03max | 0.03max |
123
jordan 4 reps
rep jordan 4
jordan 4 replica
jordan 4 reps
jordan reps cheap
jordans reps
air jordan reps
jordan 4 reps cheap
jordan 1 reps
off white replica
replica off white
fake kobes
kobe reps
balenciaga track reps
jordan 4 reps
yeezy slides reps
yeezy slide reps cheap
jordan 4 reps
foam runner reps
rep foam runners
reps shoes cheap
size 14 reps
2. SKD11 tool steel hardness
Nitriding at 525°C gives a hardness of 1250HV and a 0.35mm nitride layer depth. Hardness after nitriding at 570°C is 950HV, and nitride layer depth is 10-20μm. When quenched at 1010°C and cooled at 200°C, the hardness is HRC58-60.
3. Making SKD screw and SKD barrel from SKD11 tool steel
3.1 Treatment
1) Quenching, tempering, and nitriding are used to manufacture SKD bushings and SKD screws.
2) “Deep cooling treatment” After quenching, our SKD bushing components are deep cooled to -70 to -80°C immediately after quenching, kept for 3-4 hours, then tempered. Deep cooling makes SKD bushing components harder than conventional heat treatment by 1-3HRC. Deep cooling is risky though, which makes SKD11 material processing harder.
3) “Nitriding treatment” forms a layer of hardened tissue on the surface of SKD bushing components.
4) After nitriding at 525°C, the component’s surface hardness is about 1250HV, and the effect of nitriding time on the seepage layer is shown in the table.
| Nitriding time (h) | 20 | 30 | 60 |
| Nitriding depth (mm) | 0.25 | 0.30 | 0.35 |
5). The surface hardness of the workpiece is about 950 HV after nitrocarburizing at 570 °C. It usually takes 2 hours for the hardened layer to reach a depth of 10-20 um after nitrocarburizing.
6) Temper the SKD bushing assembly at a low temperature. Grinding cracks, however, are sensitive to the milling process. In order to prevent cracking, we grind several times with small grinding feeds and water cooling. SKD components will take longer to process.
3.2 SKD Screw
SKD11 tool steel can be used to make the screw, which is then hardened and nitrided. However, we do not choose this method because of the long processing time and the high price of SKD11. In actual PVC production, 38CrMoAlA screws are more suitable than SKD screws.
3.3 SKD Barrel
We’ll press the SKD barrel inner bushing inlay assembly into the barrel bore. So the conical twin screw barrels will have a harder inner wall surface. For the inner wall of the barrel to not accumulate material and affect plasticization, it has to be flat and smooth. SKD bushings must also have a flat and smooth inlay plane. This is a technical challenge.
4. Is it necessary to inlay SKD bushings on the conical twin screw barrel?
The conical twin screw barrel has a conical shape. Because of this, the barrel’s small head area will get more pressure. To improve the barrel’s service life, we’re going to put SKD tool steel in the small head area. Additionally, we’ll make sure that the wear rate of the barrel’s inner wall is balanced across all four partitions. All four parts of the barrel will break down at the same time. It’s still possible to operate the small head area of a conical twin screw barrel when the big head area breaks. This increases its life exponentially.
Our SKD barrel users have also learned how to replace barrel heads with SKD inner bushing treatment, which is also a cost-saving method. This approach requires HUACHEN Screw to produce barrels with high precision and flatness.
5. Why is SKD bushing insert barrel treatment not recommended for single screw barrel and parallel twin screw barrel?
First of all, SKD11 is expensive. Additionally, SKD11 material requires more time and effort to polish because of its physical properties. Also, the barrel length and diameter of single screw and parallel twin screw are pretty long, which makes processing tough.
HUACHEN Screw also processes SKD inlay bushing barrels for twin and single screws. Customer feedback is very positive and the price is well accepted. However, compared to bimetallic alloy barrels, the processing time is very long. This also makes it difficult to promote SKD barrels of single and parallel twin screw designs. HUACHEN SCREW’s bimetallic alloy barrels are good for cost performance.
6. What products require SKD inlay bushing barrels?
7. Benefits of using SKD barrel
As an example, PVC pipe production with 65/132 screw barrels is 200-250 tons per month with standard conical twin screw barrels, and 10,000 tons per month with SKD inlay bushing barrels. More than 15,000 tons are allowed.
8. New alloy inlay bushing barrels
Based on the hot selling SKD inlay bushing barrel, HUACHEN SCREW developed a new alloy inlay bushing barrel in 2018. The new alloy layer is a material component that HUACHEN Screw developed independently. It combines the benefits of SKD components with the advantages of bimetallic processing. It solves the technical problems with SKD inlay bushing processing, which improves the experience for PVC processors and saves them money.
Why Choose HUACHEN Screw Barrel?
As a leading bimetallic alloy twin screw barrel manufacturer in Zhoushan, China, HUACHEN Screw Barrel is committed to delivering products with superior plasticization, anti-wear, and corrosion resistance. Our state-of-the-art manufacturing base on Jintang Island, Zhejiang Province, is equipped with advanced CNC screw barrel production equipment, ensuring top-notch quality for every product. Our extensive range includes conical twin screw barrels, parallel twin screw barrels, and specialized SKD screw barrels designed for PVC, PE, PP, PET, and PA applications. >>Learn more about our company
YOU MAY ALSO LIKE
 | RPVC, CPVC, UPVC Screw Barrel ↗ Get details and latest price of RPVC, CPVC, UPVC screw barrel, high speed design, better anti-wear and anti-corrosion screw barrel at HUACHEN… |
 | SKD Screw Barrel ↗ Get details and latest price of SKD sleeve fitting screw barrel, high-filled PVC twin screw extrusion parts, anti-wear screw barrel at HUACHEN… |
 | Difference Between SKD11 And SKD61 On Process Screw Barrel ↗ Get differences between tool steel SKD11 vs SKD61 on process screw barrel, SKD11 (D2) SKD61(H13) screw barrel characteristics and applications… |
TAGS
HUACHEN Screw Barrel Recent Post
- High-performance PVC Screw Barrel for Efficient Extrusion
- Durable Conical Twin Screw Barrel for Precision PVC Pipe Production
- High-Speed Screw Barrel for Increased Extrusion Efficiency
- Super Wear-Resistant Bimetallic Alloy Coating Screw Barrel for High Output Extruders
- High-Precision Parallel Twin Screw Barrel for Extrusion Excellence
- Top Quality Single Screw Barrels for Plastic Extrusion Applications
- High-quality Extruder Screw Barrel for Reliable Performance
- Efficient Plastic Extrusion Screw Barrel for Superior Output
conical twin screw barrel extruder screw barrel extrusion screw barrel Foam sheet processing high speed screw barrel HUACHEN SCREW news injection screw barrel parallel twin screw barrel pa screw barrel pe making formula pe screw barrel plastic fiber processing plastic fibre screw barrel Plastic film making screw barrel plastic pipe processing Plastic profile processing Plastic raw material knowledge pp screw barrel PVC making formula pvc screw barrel related parts for screw barrel screw barrel engineering work screw barrel knowledge single screw barrel twin screw barrel
;


