What Is A High Speed Screw And Barrel?
Date:2022-3-21 Author:hcscrew
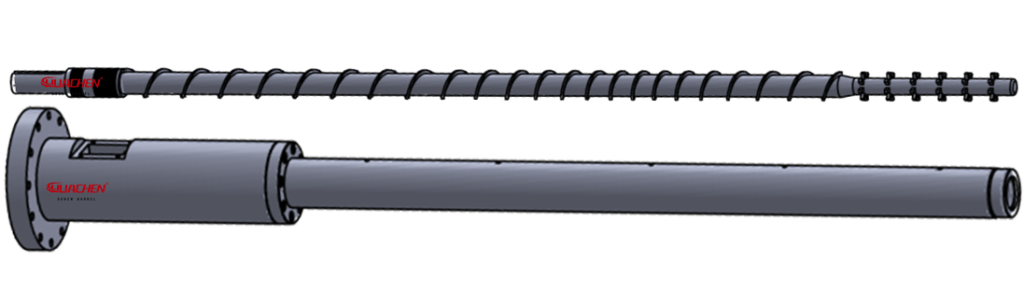
High speed screw barrel, also known as high speed screw and groove feeding barrel or high efficiency extrusion screw barrel. It’s a name we frequently hear. So, what exactly is a high speed screw barrel? To begin, we should look at the conveying, plasticizing, and melting functions of the extrusion single screw.
1. Why we use high speed extrusion screw barrel -Definition, features
When the extrusion is turned on. From the hopper, the plastic enters the barrel. The screw turns in the opposite thread direction as the axially fixed bolt reverses and forces the nut forward. As a result, the screw turns and pushes the plastic ahead. If there is enough friction between the plastic and the barrel wall, the plastic will not be able to rotate with the screw. Plastic may move forward by screw rotation in this perfect circumstance. We’ll call the screw’s conveying efficiency 1.
However, in practise, this is not achievable. The plastic and the screw surface both create friction. Following the rotation of the screw and smooth barrel wall, the plastic is obliged to move. The effectiveness of transporting is just 0.3 to 0.4. By drawing grooves in the barrel wall, it is possible to increase friction.
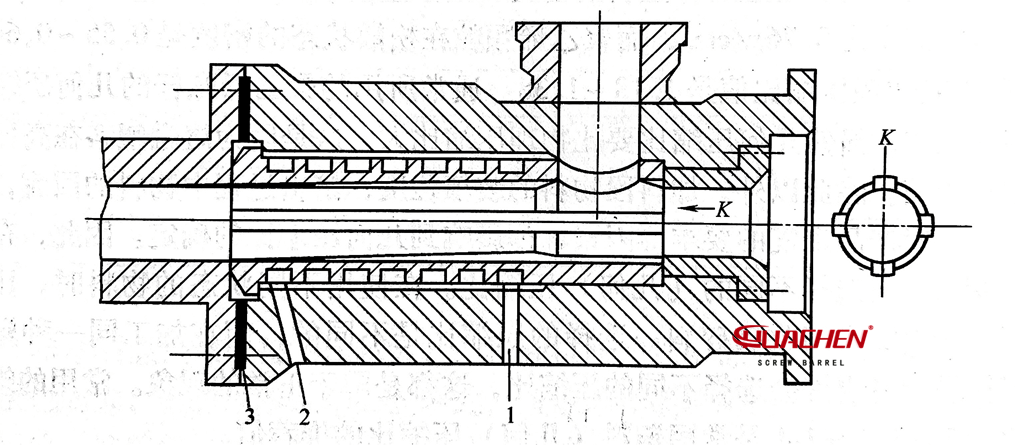
1-water inlet hole, 2. water outlet hole, 3-heat insolation pad
2. High speed extrusion barrel design – Groove feeding barrel
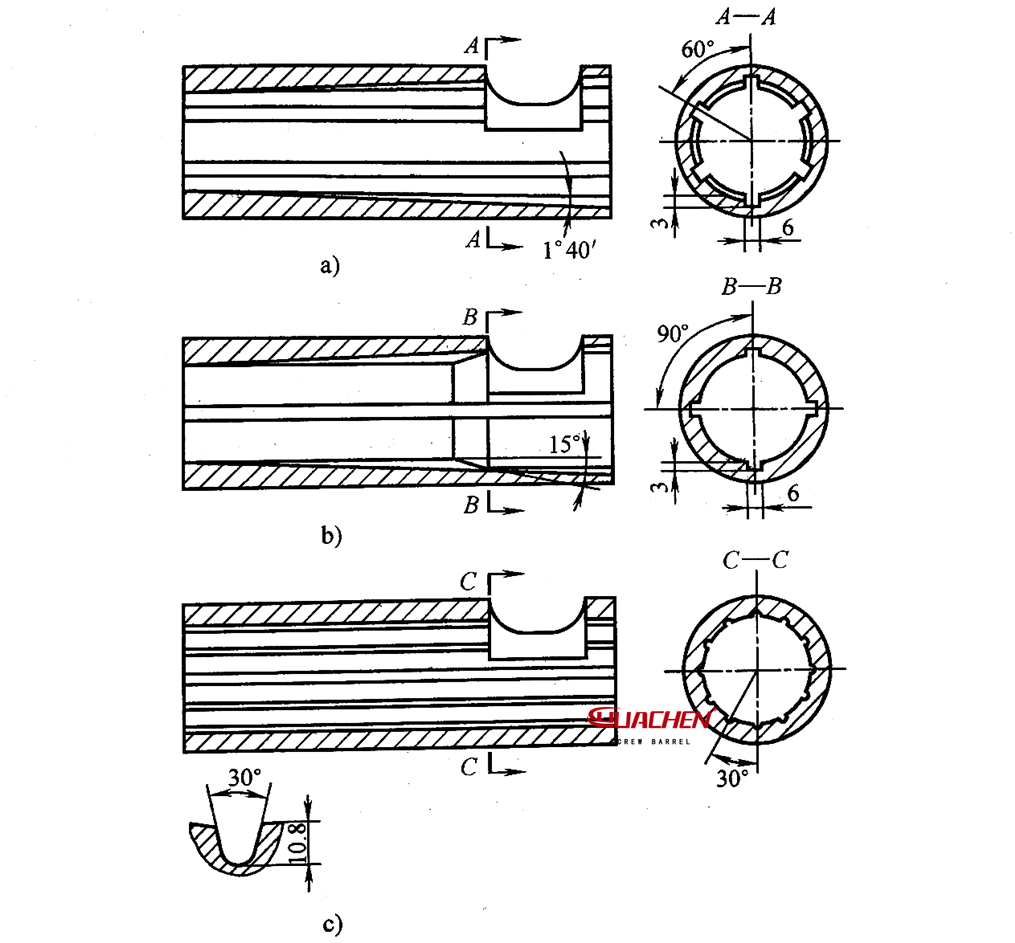
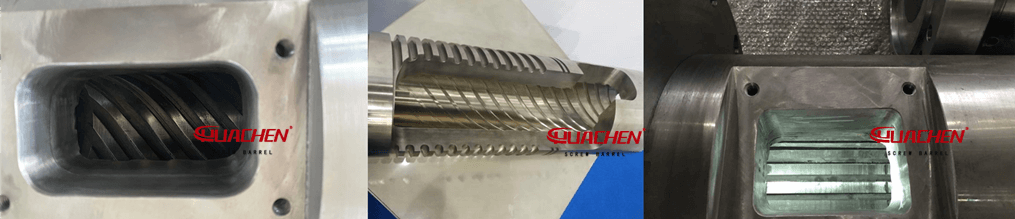
A grooved sleeve is put into the inner bore of the hopper seat in practise. Because pulling the groove in the shorter barrel is easier. The charging area is the sole place where solid particles are transported.
One more extreme method is to extract whole length holes in the extrusion barrel or big pitch spiral grooves from the screw threads. Just like the rifling of a rifle barrel. This is mostly due to the low friction factor between UHMWPE and the inside wall of the extrusion barrel. It is effectively “holding the screw” when the screw spins with it and does not advance. The extrusion’s efficiency can approach 0.5 if the groove is extended the whole length of the barrel.
If there is a deeper groove. For example, there is a German IKV extrusion design screw with a groove that is 4 mm deep and 10 mm broad. The conveying efficiency may be as high as 0.6-0.8 when the screw diameter is 90 mm.
However, in most situations, we do not use the barrel’s entire length grooves or deep and broad grooves. Because, in most cases, the barrel feeding section slotting can match the demands of the extrusion process. There is no need to slot the whole length of the barrel, which would significantly raise the production cost. One of the required prerequisites for high efficiency extrusion on the market is extrusion barrel with a grooved feeding barrel structure.
3. High speed extrusion screw design – New combination screw
The usage of separated screw design and barrier screw design is another feature of the high efficiency extrusion.
According to the Tadmor melting theory
It’s the most necessity in screw design. It increases the plasticizing capacity of the screw by directing the molten material away from the surface layer. The solid substance accelerates heat conduction from the barrel to the solid material. Alternatively, screw tearing the solid material to expedite heat transfer from the molten to the solid.
On the conversion three stage feed screw, we develop new combination screw with barrier screw, Maddock screw, and screw head mixing element (the pineapple). In addition, a range of shearing and mixing components are used to facilitate mixing, melting, and output.
4. Barrel water jacket design for high speed extrusion barrel
The plastic is in the form of granular bulk material. The prongs of the rotating screw move it forward. There’s also relative sliding between the material’s particles. As a result, the plastic movement in this area is known as “non-slug flow movement.”
As the plastic particles go further, friction crushes them more and more, and the screw groove progressively fills.The plastic moves into a “plug flow motion,” in which there is no relative motion between the particles. The friction between the material, the barrel wall, and the friction between the material particles determines how quickly the material transitions from “non-cork flow” to “cork flow.” The faster the process is, the higher the friction. Obviously, the extrusion feeding speed increases as the process progresses. And the higher the extrusion conveying capacity, the faster the extrusion discharge will be.
As a result, intentionally raising these frictional forces is an efficient way to boost the extrusion’s output. We pump cooling water through the charging area of the barrel to improve friction. It could be able to remove the heat produced by friction between the plastic and the screw and barrel. Then, before the plastic is crushed, keep it from melting. The water jacket is the common name for this component.
5. Semi high speed screw barrel
This barrel is a groove feeding barrel, available in a rough bore and smooth screw combination. The barrel no longer has a water jacket cooling system. This design is typically used in extrusion retrofit procedures.
With this screw barrel set, the high pressure created in the feeding zone is conveyed to all portions following the screw charging section. The extrusion performance is therefore highly consistent, with little influence from head pressure on productivity. Compared to traditional screws, the screw is more productive and energy efficient, resulting in significant energy savings. It can reduce energy consumption while increasing plasticizing capabilities. Compared to a standard screw, it is 1.5 times more powerful.
The semi high speed extrusion screw barrel, on the other hand, cannot achieve the same productivity as the high speed screw barrel without water jacket cooling. Its output falls in between a standard screw barrel and a high-speed screw barrel. However, it is an optimization option worth considering for fitting outdated extrusions.
YOU MAY ALSO LIKE
 | High Speed Screw And Barrel For HDPE Pipe Extrusion ↗ Buy high speed extrusion screw barrel at HUACHEN. Special barrier mixer types of extrusion screws. Great screw barrel structure for HDPE pipe. |
 | Grooved Feeding Barrel ↗ Introduces grooved feeding barrel at HUACHEN, with forced circulation cooling system, good for HDPE, PP high output, advantages, applications. |
 | Grooved Barrel Extruder Screw ↗ Get details and price of PE PP grooved barrel extruder screw barrel, good for high output, screw structure, advantages, applications at HUACHEN. |
About us: HUACHEN-Screw Barrel Factory
HUACHEN Screw has been an outstanding HDPE high speed extrusion screw barrel manufacturer in Zhoushan Jintang since 1993. With many years of experience designing and processing plastic machinery replacement parts, HUACHEN Screw can provide its customers with a wide range of services, including drawing rebuilding, design, modification, and customized screw barrel. Our company has also successfully exported and supplied screw barrels to customers worldwide. >>Learn more about our company
TAGS
HUACHEN Screw Barrel recent post
- High-performance PVC Screw Barrel for Efficient Extrusion
- Durable Conical Twin Screw Barrel for Precision PVC Pipe Production
- High-Speed Screw Barrel for Increased Extrusion Efficiency
- Super Wear-Resistant Bimetallic Alloy Coating Screw Barrel for High Output Extruders
- High-Precision Parallel Twin Screw Barrel for Extrusion Excellence
- Top Quality Single Screw Barrels for Plastic Extrusion Applications
- High-quality Extruder Screw Barrel for Reliable Performance
- Efficient Plastic Extrusion Screw Barrel for Superior Output
conical twin screw barrel extruder screw barrel extrusion screw barrel Foam sheet processing high speed screw barrel HUACHEN SCREW news injection screw barrel parallel twin screw barrel pa screw barrel pe making formula pe screw barrel plastic fiber processing plastic fibre screw barrel Plastic film making screw barrel plastic pipe processing Plastic profile processing Plastic raw material knowledge pp screw barrel PVC making formula pvc screw barrel related parts for screw barrel screw barrel engineering work screw barrel knowledge single screw barrel twin screw barrel
;

